Liaocheng Development Zone Ruixing Steel Pipe Manufacturing Co., Ltd.




API Tubing
Dimension range (OD mm): 26.67----114.3
Type of upset: NUE, EUE, Plain end.
Standard: API SPEC 5CT
Main Steel Grade: H40, J55, N80, N80Q, L80, L80-1, L80-9Cr, L80-13Cr, P110 etc.
Type of Tubing: Non-upset tubing (NU), External-upset tubing (EUE), Integrated Joint (IJ).
Product Details
Description
API Tubing is a relatively small-diameter pipe that is run into a well to serve as a conduit for the passage of oil and gas to the field surface facilities for processing. Tubing must be adequately strong to resist loads and deformations associated with production and workovers. Further, the tubing must be sized to support the expected rates of production of oil and gas.
Sizes and Materials
Tubing pipes are manufactured in seamless and welded execution, in the size range of 1.050 to 5 1/2 inches (consult this article to see the AP5CT tubing pipes sizes) and in the following material grades: H-40, J-55, K-55, N-80, L-80, C-90, T-95, P-110, Q-125
End Connections
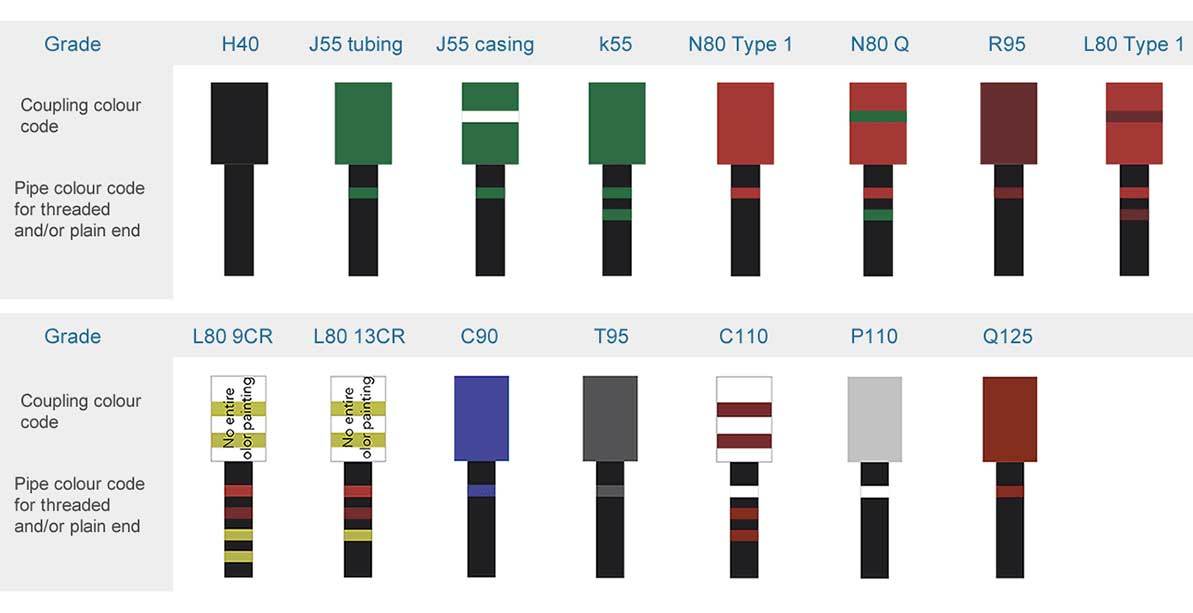
The main types of connections for tubing pipes are NUE (non-upset), EUE (external upset) and premium. Corrosion resistance under sour service conditions is a very important OCTG characteristic, especially for casing and tubing.
More casing pipes and their colors
Specification&Standard
Oil Tubing | Range 1 | Range 2 | Range 3 |
6.10~7.32 | 8.53~9.75 | 11.58~12.80 |
Label | D Outside diameter mm | Wall thickness mm | C type of end-finish | |||||||||
1 | 2 | |||||||||||
NU T&C | EU T&C | IJ | H40 | J55 | L80 | N80 | C90 | T95 | P110 | |||
1.9 | 2.75 | 2.9 | 4 | 48.26 | 3.68 | PNUI | PNUI | PNUI | PNUI | PNUI | PNUI |
|
3.65 | 3.73 | 2.76 | 48.26 | 5.08 | PU | PU | PU | PU | PU | PU | PU | |
4.42 | - | - | 48.26 | 6.35 | - | - | P | - | P | P | - | |
2 3/8 | 4 | - | - | 60.32 | 4.24 | PU | PN | PN | PN | PN | PN | - |
4.6 | 4.7 | - | 60.32 | 4.83 | PNU | PNU | PNU | PNU | PNU | PNU | PNU | |
5.8 | 5.95 | - | 60.32 | 6.45 | - | - | PNU | PNU | PNU | PNU | PNU | |
6.6 | - | - | 60.32 | 7.49 | - | - | P | - | P | P | - | |
7.35 | 7.45 | - | 60.32 | 8.53 | - | - | PU | - | PU | PU | - | |
2 7/8 | 6.4 | 6.5 | - | 73.02 | 5.51 | PNU | PNU | PNU | PNU | PNU | PNU | PNU |
7.8 | 7.9 | - | 73.02 | 7.01 | - | - | PNU | PNU | PNU | PNU | PNU | |
8.6 | 8.7 | - | 73.02 | 7.82 | - | - | PNU | PNU | PNU | PNU | PNU | |
9.35 | 9.45 | - | 73.02 | 8.64 | - | - | PU | - | PU | PU | - | |
10.5 | - | - | 73.02 | 9.96 | - | - | P | - | P | P | - | |
3 1/2 | 7.7 | - | - | 88.9 | 5.49 | PN | PN | PN | PN | PN | PN | - |
9.2 | 9.3 | - | 88.9 | 6.45 | PNU | PNU | PNU | PNU | PNU | PNU | PNU | |
10.2 | - | - | 88.9 | 7.34 | PN | PN | PN | PN | PN | PN | - | |
12.7 | 12.95 | - | 88.9 | 9.52 | - | - | PNU | - | PNU | PNU | PNU | |
14.3 | - | - | 88.9 | 10.92 | - | - | P | - | P | P | - | |
15.5 | - | - | 88.9 | 12.09 | - | - | P | - | P | P | - | |
4 | 9.5 | - | - | 101.6 | 5.74 | PN | PN | PN | PN | PN | PN | - |
10.7 | 11 | - | 101.6 | 6.65 | PU | PU | PU | PU | PU | PU | - | |
13.2 | - | - | 101.6 | 8.38 | - | - | P | - | P | P | - | |
16.1 | - | - | 101.6 | 10.54 | - | - | P | - | P | P | - | |
4 1/2 | 12.6 | 12.75 | - | 114.3 | 6.88 | PNU | PNU | PNU | PNU | PNU | PNU | - |
15.2 | - | - | 114.3 | 8.56 | - | - | P | - | P | P | - | |
Note: P—plain-end;N—non-upset, with threaded and coupled;U—external-upset, with threaded and coupled;I—whole joint
Pipe Types | Pipe Size (mm) | Tolerances | |
Hot Rolled | OD | ≤159 | ±1.0% |
>159 | ±1.20% | ||
WT | ≤20 | ±12.5% | |
>20 | ±10.0% | ||
Cold Drawn | OD | ≤30 | ±0.20mm |
30-50 | ±0.30mm | ||
>50 | ±0.8% | ||
WT | ≤3 | +12% -10% | |
>3 | ±10% | ||
API Spec 5CT – Specification 5CT/ISO 11960, Specification for Casing and Tubing, Eighth Edition, Petroleum and natural gas industries-Steel pipes for use as casing or tubing for wells
Mechanical Properties:
Group | Grade | Type | Total elongation under load % | Yield Strength M pa | Tensile strength min Mpa | Hardness | ||
min | max | HRC | HBW | |||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
2 | J55 | - | 0.5 | 379 | 552 | 517 | - | - |
K55 | - | 0.5 | 379 | 552 | 655 | - | - | |
N80 | 1 | 0.5 | 552 | 758 | 689 | - | - | |
N80 | Q | 0.5 | 552 | 758 | 689 | - | - | |
3 | L80 | 1 | 0.5 | 552 | 655 | 655 | 23 | 241 |
L80 | 9Cr | 0.5 | 552 | 655 | 655 | 23 | 241 | |
L80 | 13Cr | 0.5 | 552 | 655 | 655 | 23 | 241 | |
C90 |
| 0.5 | 621 | 689 | 689 | 25.4 | 255 | |
C95 | - | 0.5 | 655 | 724 | 724 | - | - | |
T95 |
| 0.5 | 655 | 724 | 724 | 25.4 | 255 | |
P110 | - | 0.6 | 758 | 862 | 862 | - | - | |
4 | Q125 | All | 0.65 | 862 | 931 | 931 | - | - |
Chemical Composition
Standard | Grade | Composition(%) | ||||||||||
C | Si | Mn | P | S | Cr | Ni | Cu | Mo | V | AIs | ||
API SPEC 5CT | J55K55 | 0.34~0.39 | 0.20~ | 1.25~1.50 | ≤0.020 | ≤0.015 | ≤0.15 | ≤0.20 | ≤0.20 |
|
| ≤0.020 |
(37Mn5) | ||||||||||||
N80 | 0.34~0.38 | 0.20~ | 1.45~1.70 | ≤0.020 | ≤0.015 | ≤0.15 |
|
|
| 0.11 | ≤0.020 | |
(36 Mn2V) | ||||||||||||
L80(13Cr) | 0.15~0.22 | ≤1.00 | 0.25~1.00 | ≤0.020 | ≤0.010 | 12.0~ | ≤0.20 | ≤0.20 |
|
| ≤0.020 | |
P110 | 0.26~0.35 | 0.17~ | 0.40~0.70 | ≤0.020 | ≤0.010 | 0.80~ | ≤0.20 | ≤0.20 | 0.15 | ≤0.08 | ≤0.020 | |
| ||||||||||||
Process

Ingot heating→Perforation→Rolling and sizing→Cooling→Straightening→NDT→End cutting→Coupling thread→Hydraulic test→Painting and thread protecting→Packing
Ingot heating
Ingot heating is a working procedure which make ingot meet the required temperature of the hot working process. The purpose of the ingot heating is to make the steel ingot have enough plasticity, reduce rolling deformation resistance, improve the internal organization.
Heating process of ingots mainly has two stages: heating stage (including low temperature and high temperature), the ingot surface temperature is increased to the tapping temperature; Uniform heating, to make ingot inside and outside temperature uniformity.
Rolling and sizing
Hot rolling can reduce energy consumption and cost significantly. The high metal plastic deformation and low deformation resistance, greatly reduce the energy consumption of hot rolled steel.
Hot rolling can improve the process performance of metal, eliminate casting defects and improve the processing performance of the alloy.
Hot rolled usually adopt large ingot casting, which not only improve the production efficiency, but also improve the rolling speed, to achieve continuous rolling process and create the conditions for automation.
Cooling
After the cooling, hot rolled steel tube is in a specific range. Compared to the traditional process of making the process, it can simplify the process, save energy, get the same or better mechanical properties.
NDT
Nondestructive Testing, shorted for NDT, is a widely-used method in pipeline inspection. It is a process of testing, inspecting and evaluating the quality and characteristics of the material without damaging the pipeline itself or affecting the later regular work of the pipe. In other words, after NDT testing, the part can still be put into practical use. NDT utilizes the changes in heat, sound and magnets caused by abnormal inner structure or flaws to inspect the internal and external defects of the material.
The common inspection methods of NDT are visual testing (VT), ultrasonic testing (UT), radiographic testing (RT), hydrostatic testing.
Coupling thread
Threaded joints refers to the pipeline connecting piece with the screw thread, is a most common pipe in industry. Coupling thread makes connection of the pipe becomes more simple, replacement are also more easily and greatly saves the cost of the pipeline connection.
Threaded joints of industrial is generally made of metal and it can withstand high pressure. The material contents carbon steel, stainless steel, alloy steel, brass, etc.
Hydraulic test
Hydrostatic test is an inspection method to reduce the risk of flaws in the pipe that might threaten its ability to withstand the maximum operating pressure. Hydrostatic testing inspects the integrity of pipelines by filling in the pipe with a non-compressible liquid (often water, dyed) to increase the pressure level above the normal pressure to see if there is any defect exists. It can either carried out on pipes prior to being put into service or on existing pipes that are already in service
FACTORY APPEARANCE
Ruixing Steel Pipe was established in 2000. The company is located in Liaocheng, a well-known water city in Jiangbei, with convenient transportation. The company has tens of thousands of square meters of factory buildings, strong capital, and sufficient supply. trust.
Company products: stainless steel series, carbon steel series, aluminum series, copper series, galvanized, color coated, coiled material, seamless pipe, welded pipe, square pipe, torque pipe, round steel, angle steel, channel steel, I-beam, hexagon Steel, square steel, flat steel, steel wire, welding rod, flange cutting parts and other stainless steel and high nickel alloy steel.

CLIENT FEEDBACK
The company's products are not only well received by domestic customers, but also exported to more than 50 countries such as the European Union, the United States, Australia, Southeast Asia, and the Middle East, and have established long-term and stable cooperative relations with them. Ruixing Steel Pipe welcomes new and old customers at home and abroad to visit and negotiate for win-win cooperation!
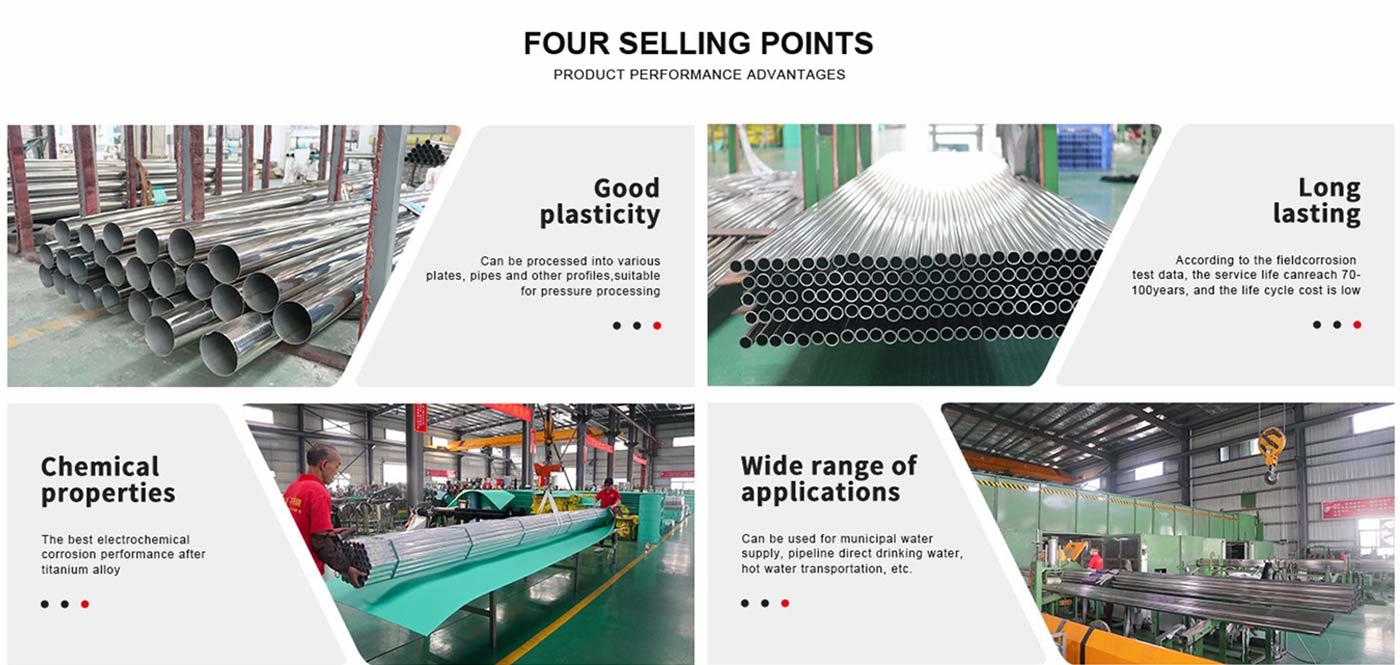
APPLICATION FIELD
The products distributed by our company are guaranteed by the manufacturer, and have a complete pre-sale, in-sale and after-sales service system. Our company has a strong standing stock of thousands of tons, sufficient supply and complete specifications. It has formed an annual inventory turnover of more than 9,000 tons and more than 800 specifications.

mechanical

boiler plant

power plant

Chemical plant

Oil Pipelines

refrigeration equipment

Water pipes

Bearing

chemical plant

Natural Gas Pipeline
QUALITY INSPECTION
We stick to the principle of "quality first, service first, continuous improvement and innovation to meet the customers" for the management and "zero defect, zero complaints" as the quality objective. We′re pleased to get your Inquiry and we will come back to as soon as possible.

Quality Inspection
Quality Inspection

Quality Inspection
Quality Inspection

Quality Inspection
Quality Inspection

Quality Inspection
Quality Inspection
PACKING AND SHIPPING
We stick to the principle of "quality first, service first, continuous improvement and innovation to meet the customers" for the management and "zero defect, zero complaints" as the quality objective. We′re pleased to get your Inquiry and we will come back to as soon as possible.

Packing and shipping

Packing and shipping

Packing and shipping

Packing and shipping

Packing and shipping
RELATED PRODUCTS
GET A FREE QUOTE
CONTACT US
Tel : +8615864396235
Email : jane@ruixingmetal.com
WhatsApp : +8615864396235
Add : Heilongjiang Road, Liaocheng City, Shandong Province, China


GET A FREE QUOTE